
Proces nýtování vyžaduje vysokou přesnost, zejména kontrolu deformace běhemproces nýtováníje klíčem k procesu nýtování.

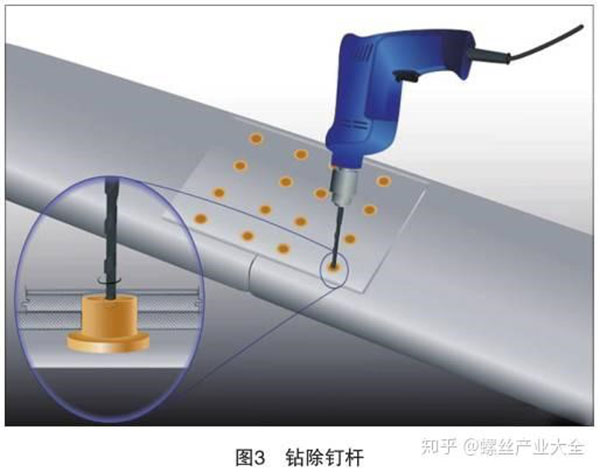
Proces nýtování je podobný procesu volného kování, ve skutečnosti se jedná o proces formování hlavy nýtu působením vnějších sil, což je proces použití nýtovacího tlaku ke snížení výšky hřídele čepu a zvětšení průměru k vytvoření hlavy nýtu.
Vlivem vnějších sil dochází k plastické deformaci nýtu, což způsobuje roztahování a ztluštění nýtovací tyče.Tato expanze vyvíjí tlak na otvor, což způsobuje jeho roztažení.Proces formování hlavy nýtu má významný vliv na deformaci nýtování a únavové vlastnosti nýtovací konstrukcepo dokončení nýtování.
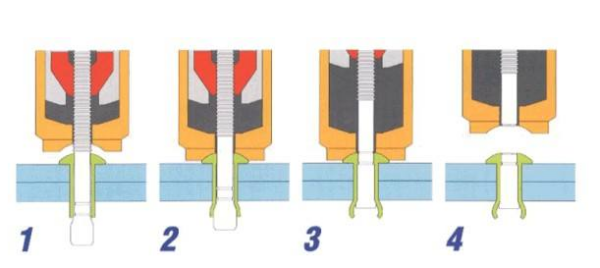
Byl analyzován trend toku kovu v procesu nýtování hlavy nýtu: pokud horní a spodní nýtovací nástroje byly tuhé tělesa, horní forma působila nýtovací silou F na polotovar hlavy nýtu během nýtovacího procesu a mezi horní částí nýtovací hlavy byla třecí síla f. a spodní matrice a kontaktní plocha polotovaru hlavy nýtu, pak by se při působení tlaku nýtovacího berana a třecí síly zkrátila výška polotovaru a zvýšilo by se příčné zesílení a objem střední části polotovaru by se zvětšil rychleji než konec polotovaru v procesu vytváření hlavy nýtu, Jedná se o účinek tření, tvořící tvar pasu bubnu.
 Pokud je tedy příčný řez předvalkem použit pro znázornění směru proudění kovových částic, jedná se o radiační tok kovových částic ze středu příčného řezu do okolních oblastí.Zákon minimálního odporu lze použít k analýze vzoru proudění částic při tváření kovových plastů.Při tváření plastů, kdy existuje několik možných směrů pohybu kovových částic, se pohybují ve směru minimálního odporu.
Pokud je tedy příčný řez předvalkem použit pro znázornění směru proudění kovových částic, jedná se o radiační tok kovových částic ze středu příčného řezu do okolních oblastí.Zákon minimálního odporu lze použít k analýze vzoru proudění částic při tváření kovových plastů.Při tváření plastů, kdy existuje několik možných směrů pohybu kovových částic, se pohybují ve směru minimálního odporu.
Je-li třecí síla horní matrice působící na čelní plochu polotovaru f, protože třecí odpor částic na kontaktní ploše proudící k Volné ploše je úměrný vzdálenosti mezi částicemi a Volnou plochou, tím kratší vzdálenost od volné hranice, tím menší odpor a částice kovu musí proudit tímto směrem.
Čas odeslání: 12. července 2023